
13513279875
13513279875
联系人:李经理
电 话:13513279875
邮 箱:1286855804@qq.com
网 址:www.cxgxmj.com
地 址:沧县薛官屯乡薛官屯村
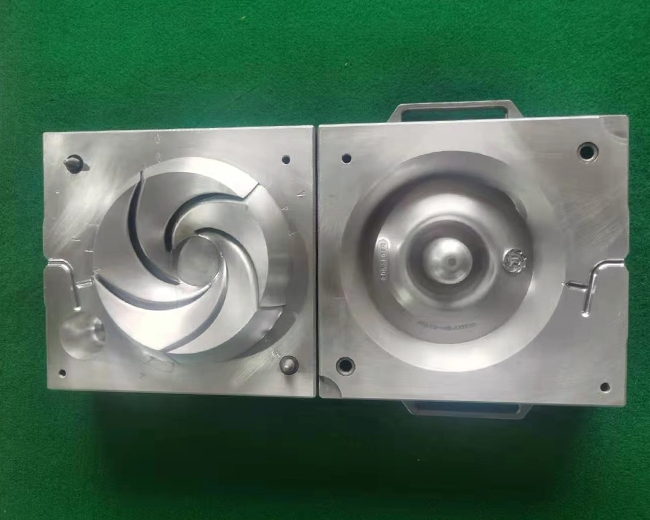
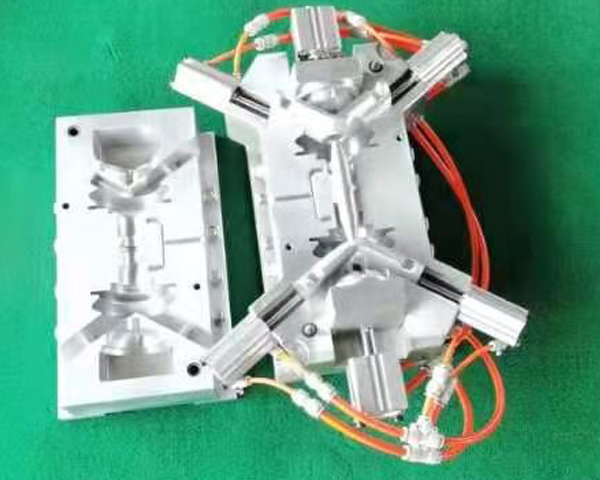
精密模具行业发展迅速,竞争日益激烈。它的加工、技术和质量都在不断改进和创新。只有好的服务和创新才能满足客户的需求,赢得市场。精密模具厂家来介绍一下精密模具加工的工艺流程。
一、工艺流程
1、底层加工,加工量保证。
2.对铸坯进行基准对准,并检查2D和3D轮廓的余量。
3.2D和3D轮廓的粗加工、非安装和非工作平面加工(包括平台表面、保险杠安装表面、压板平面和侧参考平面)。
4.半精加工前,对准侧基准面以确保精度。
5.半精加工2D和3D轮廓,精加工各种安装工作面(包括止动器安装面和接触面、刀片安装面和背面、冲头安装面、刮刀安装面和背面、弹簧安装面和接触面、各种行程限制工作面、楔块安装面和背面),半精加工各种导向面和导向孔,为精加工工艺参考孔和高度基准面留余量,并记录数据。
6.检查并重新检查加工精度。
7、钳工镶嵌工艺。
8.完成前,对准工艺参考孔的参考平面,并检查镶块的余量。
9.精加工2D和3D轮廓、侧冲孔轮廓和孔位置、精密模具加工工艺参考孔和高度参考,以及精加工导向面和导向孔。
10.检查并重新检查加工精度。

二、慢线切割加工
慢WEDM主要用于加工二维和三维直纹面零件,如冲压模具、塑料模具和粉末冶金模具。其中加工冲压模具的比例大。慢线切割是加工冲床、冲床固定板、模具、出料板等许多精密孔不可缺少的关键技术。在注塑模具制造中,常用的有镶孔、顶销孔、斜顶孔、腔角清理、滑块等。一般来说,加工精度不如冲压模具高。
三、EDM
电火花加工适用于加工精密小腔体、窄间隙、沟槽、拐角等复杂零件。当刀具很难到达复杂表面时,在需要深切削和纵横比特别高的地方,电火花加工优于铣削。对于加工高科技零件,铣削电极的再放电可以提高成功率。与昂贵的刀具成本相比,电火花加工更为合适。此外,电火花加工用于为需要电火花加工的表面提供火焰图案。