13513279875
13513279875
联系人:李经理
电 话:13513279875
邮 箱:1286855804@qq.com
网 址:www.cxgxmj.com
地 址:沧县薛官屯乡薛官屯村
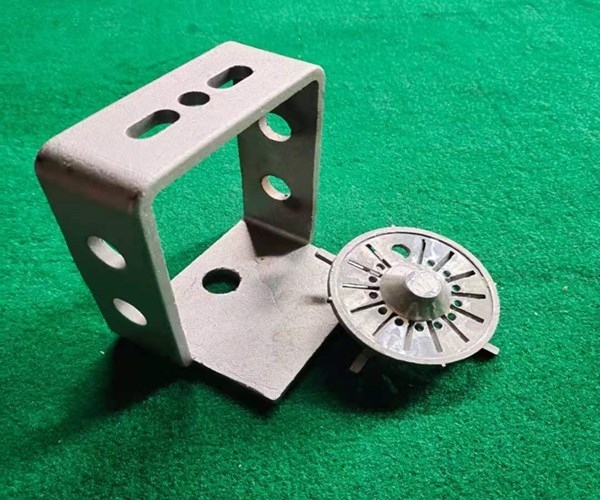
与传统不锈钢精密铸件铸造技术相比,精密铸造是一种铸造方法。可以获得相对准确的形状和较高的铸造精度。通常的做法是用所需的坯料(很少或没有余量)制作电极,然后用电极蚀刻模体以形成空腔。然后用浇铸法浇铸蜡,得到原来的蜡模。精密铸件厂家用不怕高温流砂将蜡模一层一层刷掉。获得足够的厚度后,在空气中干燥,然后加热使里面的蜡模熔化,从而获得与所需毛坯一致的型腔。然后在型腔内浇铸铁水,凝固后剥去外壳,得到精密制造的成品。
精密铸件厂家介绍一下导致精密铸造中的尺寸精度缺陷:
1.铸件结构的影响。铸造壁厚,收缩率大,铸造壁薄,收缩率小;自由收缩率大,受阻收缩率小。
2.铸造材料的影响。材料中碳含量越高,线收缩越小,碳含量越低,线收缩越大。常见材料的铸造收缩率为k,LM为型腔尺寸,LJ为铸件尺寸,K受蜡模K1、铸造结构K2、合金类型K3、浇注温度K4等几个因素影响。

3.模具制造对不锈钢精密铸件线收缩的影响。注蜡温度、注蜡压力和保压时间对熔模尺寸影响很明显,其次是注蜡压力,保压时间对保障熔模成型后的熔模尺寸影响不大,蜡(模)料的线性收缩率约为0.9-1.1%;熔模存放时会进一步收缩,收缩值约为总收缩量的10%,但存放12小时后,熔模尺寸基本稳定;蜡模径向收缩仅为纵向收缩的30-40%,注蜡温度对自由收缩的影响远大于对受阻收缩的影响(比较好的注蜡温度为57-59℃,温度越高收缩越大)。
4.锆英石砂、锆英石粉、上甸砂、上甸粉等制壳材料由于膨胀系数小,影响可以忽略不计,只有4.6×10-6/℃。
5.壳烤的影响,因为壳的膨胀系数小,壳温1150℃时只有0.053%,所以可以忽略。
6.不锈钢精密铸件浇注温度的影响,浇注温度越高收缩越大,浇注温度越低收缩越小,所以浇注温度要合适。