
13513279875
13513279875

联系人:李经理
电 话:13513279875
邮 箱:1286855804@qq.com
网 址:www.cxgxmj.com
地 址:沧县薛官屯乡薛官屯村

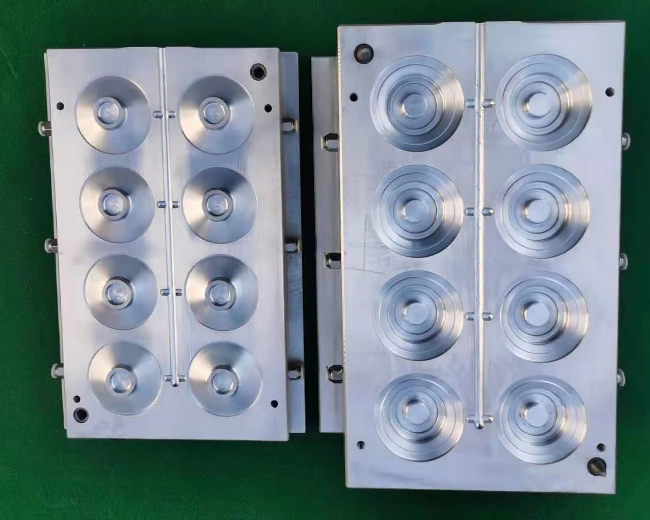
精铸件是用各种锻造方法取得的金属成型物件。五金精密铸件铸造生产厂家用浇注、压射、吸入或其它浇铸方法写入预先准备好的铸型中,冷却后经打磨等后续加工手法后,所得到具有肯定形状,精密铸造尺度和功能的物件。铸件有多种分类办法:机加工零件按其所用金属材料的不一样,分为铸钢件、五金精密铸件铸造、铸铜件、铸铝件、铸镁件、铸锌件、铸钛件等。而每类铸件又可按其化学成分或金相安排进一步分红不一样的品种。如铸铁件可分为灰铸铁件、球墨铸铁件、蠕墨铸铁件、可锻铸铁件、合金铸铁件等;按铸型成型办法的不一样,可以把铸件分为一般砂型铸件、金属型铸件、压铸件、离心铸件、连续浇注件、熔模铸件、陶瓷型铸件、电渣重熔铸件、双金属铸件等。
有很多方法可以固化精密铸件。其中一种凝固方式是进料部分凝固慢,凝固速度慢,部分冒口进料。这种固化方法和层层固化方法不同。这种方法有助于实现凝固层的凝固,因为它使中心部位的精密铸件长期保持液态,形成通道,保证冒口的补缩效果。这样,四川五金精密铸件铸造固化就很容易实现。众所周知,在精密铸件的凝固过程中,横截面一般分为三个区域:固态区、凝固区和液态区。凝固区的宽度对凝固区有很大的影响,凝固模式是根据凝固区宽度来分类的。让我们仔细看看。中间凝固:大多数合金的凝固介于逐层凝固和糊状凝固之间。逐层凝固:纯金属和共晶合金在凝固过程中没有凝固带和断裂液,固相被一个边界清楚地分隔开。随着温度的降低,固体层增加,液体层减少,到达中心。膏体凝固:合金结晶温度范围较宽,在一定时间内凝固过程中,精密铸件表面没有固体层。凝固区贯穿整个截面,先呈糊状,然后凝固。虽然我们想获得五金精密铸件铸造,但要注意的是,精密铸件凝固时,各部分温差大,所以热应力大,容易产生热变形或开裂。
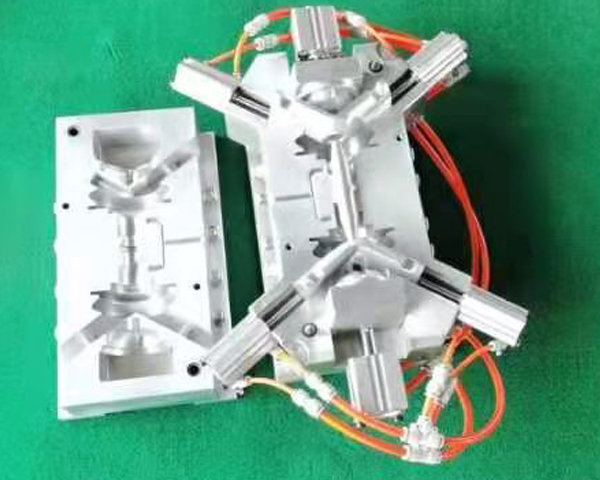
五金精密铸件铸造与其它模具相比,结构更加复杂和精密,对操作和维护产品的要求也就更高。因此在整个生产过程中,正解的使用和精心的维护,保养对维持企业正常生产,提高企业效益,具有十分重要的意义。选择合适的成型设备,确定合理的工艺条件,若注塑机太小则满足不了要求,太大又是能源的浪费,并且又会因合模力调节不合适而损坏模具或模板,同时又使效率降低。选择注射机时,应按较大注射量,拉杆有效距离,模板上模具安装尺寸,模厚,模厚,模板行程,顶出方式,顶出行程,注射压力,合模力等各项进行核查,懑足要求后方可使用。工艺条件的合理确定也是正确使用模具的内容之一,锁模力太大,注射压力太高,注射的速率太快,模温过高等都会对四川五金精密铸件铸造使用寿命造成损害。模具装上注射机后,要先进行空模运转。观察其各部位运行动作是否灵活,是否有不正常现象,顶出行程,开启行程是否到位,合模时分型面是否吻合严密,压板螺丝是否拧紧等。模具使用时,要保持正常温度,在正常温下工作,可延长模具使用寿命。模具上的滑动部件,如导柱、回针、推杆、型芯等,要随时观察,定时检查,适时擦洗并加注润滑油脂,尤其在夏季温度较高时,每班最少加两次油,以保证这些滑动件运动灵活,防止紧涩咬死。

不锈钢精密铸件采用不同的锻造工艺以提高质量和生产效率。精密锻造工艺是指在精密铸件锻造后,只需要进行少量加工即可,而无需进行特殊铸件加工即可满足零件的尺寸精度要求。实现精密铸件的锻造有两种主要方法:精密锻造毛坯,即直接锻造毛坯以满足精密机床的要求。对于四川五金精密铸件铸造,全部或部分零件均通过精密锻造技术直接加工,从而减少了机床数量。目前,生产中使用了许多精密锻造技术。根据成形温度,可分为温锻,热精锻,冷精锻和合格精锻。热锻是一种精密锻造技术,可以将金属加热到低于锻造再结晶温度的适当温度。它具有热锻和冷锻的优点,避免了它们的缺陷,有效地减少了设备和模具的负荷,提高了金属的可塑性和流动性,并且不需要锻造和退火。五金精密铸件铸造生产厂家介绍热精锻是在重结晶温度以上进行锻造的工艺。由于变形温度高,该材料在锻造过程中抗变形性低且可塑性好,并且容易形成具有复杂几何形状的零件。

凹槽,五金精密铸件铸造表面会产生边缘光滑的深V型凹痕,这些凹痕通常有分枝,经常出现在铸件的上下表面。粘人型。熔融金属粘附在金属腔表面的现象。龟纹(网状)。磁探伤时熔模铸件表面出现壳状网状缺陷,多数出现在铸件过热部位。五金精密铸件铸造生产厂家介绍金属型铸件或压铸件表面因型腔表面裂纹而形成的网状缺陷。流痕(水痕)。压铸件表面与金属流动方向一致,无发展趋势,与基体颜色明显不同,略凸或凹。崩溃。铸件厚断面或断面交接处上平面塌陷现象,有时塌陷下有缩孔。缩孔附近的表面有时会出现缩孔。皱纹皮肤。铸件上不规则的粗粒或皱皮,通常带有深网状凹槽。用力拉。在顶出过程中,由于与金属模具的接合或粘结,金属模具铸件和压铸件表面沿顶出方向有划痕。
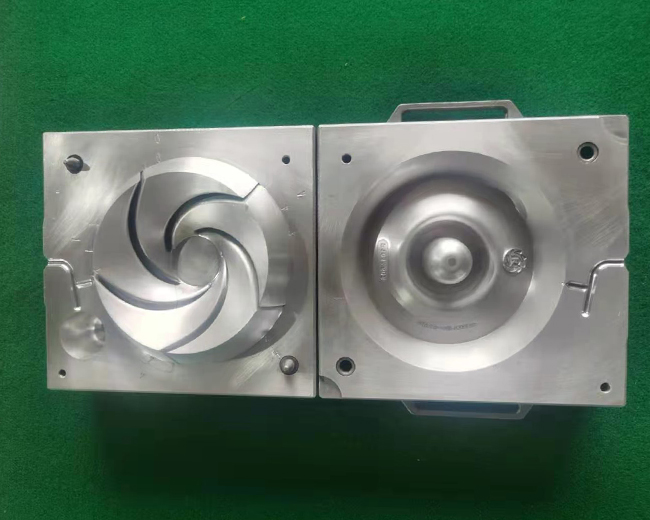
在普通环境下,四川五金精密铸件铸造的尺寸精度受铸件布置、铸造材料、模具制造、制壳、烘烤、浇注等多方面的影响。该过程中任何环节的设置和操作不当都会改变致密铸件的缩短率,导致铸件的尺寸精度和要求出现误差。以下是关于致密铸件尺寸精度缺陷的要点:精密铸造材料的影响:材料中碳含量越高,线缩短率越小,碳含量越低,线缩短率越大。成型对精铸件线缩短率的影响:注蜡温度、注蜡压力和保压时间对熔模尺寸影响最大,其次是注蜡压力,保压时间对熔模尺寸影响不大。致密铸件布置的影响:五金精密铸件铸造壁厚,缩短率大,铸件壁薄,缩短率小。自缩短率高,障碍缩短率小。烤壳的影响:由于壳的收缩系数较小,当壳温为1150℃时,只有0.053%,可以忽略不计。



