13513279875
13513279875

联系人:李经理
电 话:13513279875
邮 箱:1286855804@qq.com
网 址:www.cxgxmj.com
地 址:沧县薛官屯乡薛官屯村

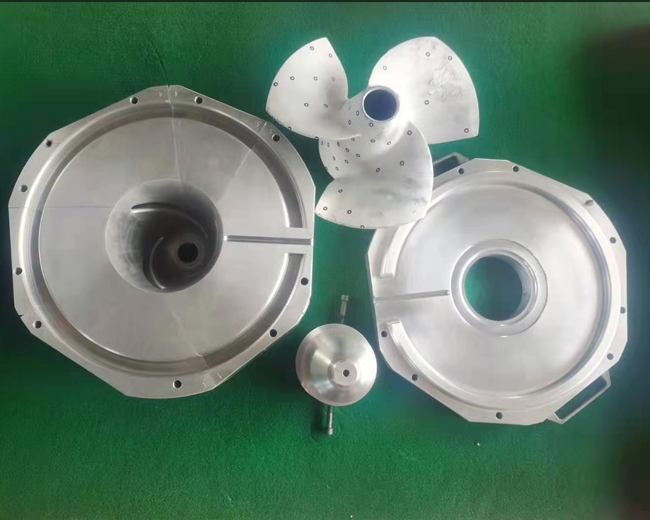
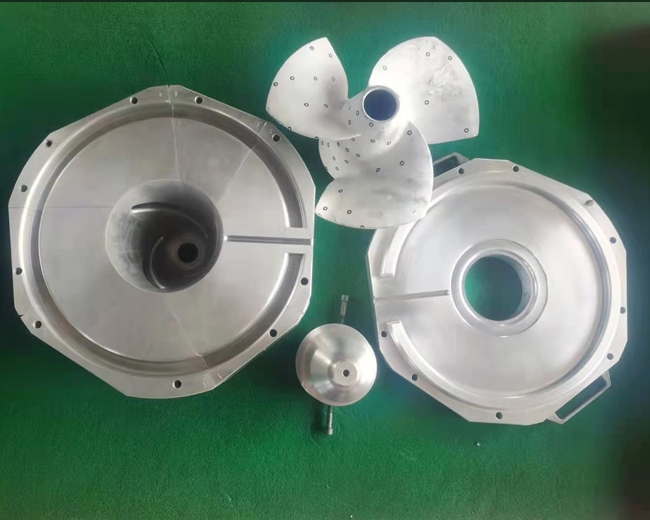
不锈钢精密铸造模具先制作所需毛坯的电极,然后用电极腐蚀模具形成空腔。然后通过铸蜡获得原始蜡模。在蜡模上刷不怕高温液体砂。不锈钢精密铸造获得足够厚度后,干燥,然后加热,溶解内部蜡模,获得与所需毛坯一致的型腔。然后在型腔内浇铸铁水,固化后剥去外壳,得到精密制造的成品。
不锈钢精密铸造工艺简单来说就是使用易熔材料,产品可以制成可熔模型,涂上几层耐火涂料,硬化干燥后形成整体外壳,用热水或蒸汽从外壳中熔化。不锈钢精密铸造尺寸精度高,产品熔模铸造工艺复杂,直接影响铸件尺寸精度的因素很多,如外壳在加热冷却过程中的线量变化、合金收缩率和铸件在凝固过程中的变形。
提高不锈钢精密铸造模具质量的方法:
1.工艺规划:严格控制工艺。合箱前,保证外观和砂芯处于温度状态,浇筑时保证钢液的流动性。外观粗糙损坏的地方,用醇基锆英粉涂料刷涂,点火烘烤,使铸造外观润滑。
2.模具规划:不锈钢铸件的外观处理清单从模具开始,清洁模具的外观处理,即用砂纸擦拭外观,刷硝基漆,选择高精度铸件的金属或塑料模具,提高模具外观的清洁度。
3.圆角规划:为避免不锈钢锻造过程中出现白口,除技术上采用的方法外,壁厚不宜过薄。当壁厚超过15mm时,金属锻造铸件的转角处选择圆角;
4.壁厚规划:由于金属散热快,不锈钢锻造的小壁厚应大于砂锻造铸件,各种锻造合金。不同尺寸的锻造小壁厚;
5.抛光计划:除去飞边毛刺,抛光外观不平整,过度润滑。热处理铸件采用抛光精抛处理,钢丸粒度0.85~1.4mm,硬度HRC40-50,大硬度误差±HRC3.0.
6.材料规划:从原材料入手,锆砂树脂砂用于外观和制芯,目数为75-150。热固树脂用于混碾砂,耐火性高,外观润滑,溃散性好,落砂简单。
二、不锈钢精密铸造模具制壳工艺问题:
1.由于背层保留了水玻璃粘合剂,其外壳的整体高温强度和抗蠕变能力低于硅溶胶外壳,铸件的尺寸精度和形状公差不如硅溶胶外壳。
2.不如水玻璃壳或硅溶胶壳,高温强度不如硅溶胶壳,容易造成废品。
3.复合壳铸件的质量稳定性优于水玻璃,但远低于硅溶胶壳。
4.复合壳不能使用中温蜡。热水脱蜡不能用于中温蜡。
5.由于复合外壳采用高价锆英粉作为表层,其外壳成本是水玻璃外壳的4.5倍。如果背层采用莫来石砂粉,其外壳成本几乎与硅溶胶外壳相同,其低成本优势不明显。
不锈钢精密铸造的合金收缩率和铸件在不锈钢精密铸造过程中的变形。虽然普通熔模铸件的尺寸精度相对较高,但需要提高一致性。不锈钢精密铸造的铸件尺寸和表面质量高于其他铸造方法,比其他铸造方法复杂。产品在使用过程中耐高温,不易加工,可直接用熔模精密铸造。